致力于精 · 创造于新智能金属焊接整体解决方案提供商
咨询热线:13382893721
 微信扫码咨询
微信扫码咨询
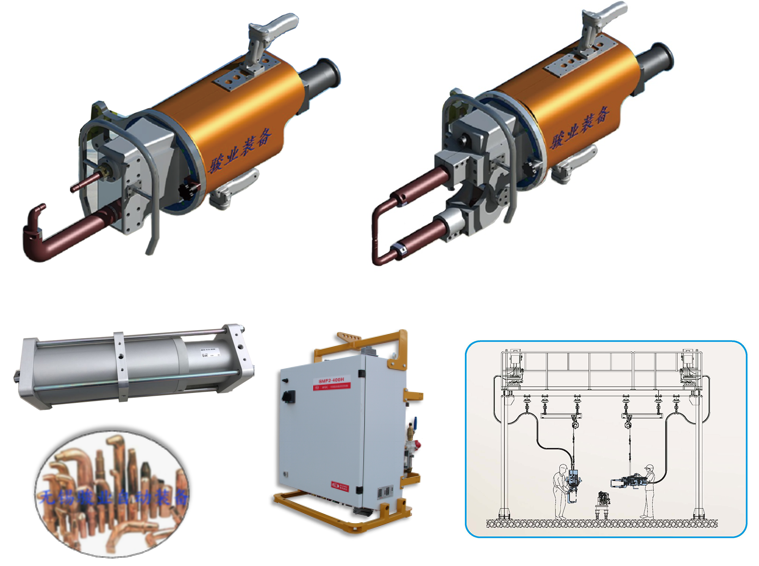
悬挂焊特点
由焊钳、焊机变压器、焊机控制器、水冷却系统、气动加压系统、悬挂装置等部分组成,根据焊臂的动作分为两种:X型与C型。
焊接原理:首先让工件位于焊钳电极间,然后按下焊接开关,“加压”程序段开始,电磁气阀动作,压缩空气进入焊机气缸,使焊钳电极动作,将工件压紧,经过适当延时,“焊接”程序段开始。“焊接”程序段结束后,变压器初级线圈断电,焊机进入“维持”程序,待压力维持一段时间后,电磁气阀断开,焊钳释放工件,焊机进入“休止”程序。
电极加压装置特点
电极臂采用优质铬锆铜(CuCrZr-1),保证了焊接性能的稳定性和焊机的使用寿命及电极臂的强度。 枪身应用铝合金,耐久性高。
气缸采用双倍力“SMC”特制
中频控制器特点
适用于手动IT焊枪
* SMF1 64套;SMF2 256套焊接规范
*恒相角(PHA)恒电流(KSR)控制方式
* SMF2具有自适应功能,联网功能
*输出电压500V(1000Hz/1800Hz)PWM
*输出电流MAX 400A 600A 800A
*通讯方式 I/O
*H2:SMF1/2可满足一拖二功能



